The Purging Process in PVC Production Machines
In injection and extrusion machines using PVC in production, it provides perfect purging without stopping production by using ''PP'' polypropylene as the carrier polymer of the purging mixture.
- 1Remove the nozzle and clean it by hand.
- 2Feed the purging mixture into the operating machine by adding 4% CLEANAAX® or CLEANAAX®GF to natural PP (see the SCREW DIAMETER/MIXTURE AMOUNT table for the amount of purging mixture.)
- 3Continue until all traces of PVC are removed from the machine.
- 4Perform the purging process by increasing the temperatures to 200-220 °C.
- 5Perform the rinsing after a small amount of pure PP is passed through the machine, and continue the PVC production by reducing the temperatures to 165-185°C.
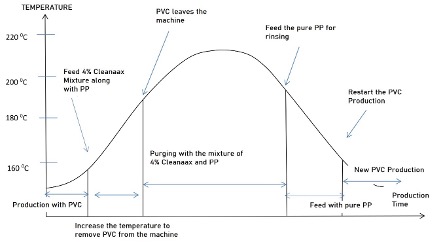
When purging a machine using PVC in production, we recommend using “PP” polypropylene as a carrier polymer in the purging mixture. Using “PP” as a carrier polymer during the purging process enables you to reach the temperature range of 200-220°C. Therefore, “PP” is quite stable at this temperature. When rinsing is done with pure “PP”, the temperature will be reduced to 165-185°C, and the machine is ready to work with PVC again.
Screw Diameter
(mm) |
20-40 |
40-50 |
50-60 |
60-80 |
80-100 |
100-120 |
120-150 |
150-175 |
175-200 |
| Amount of carrier plastic raw material, kg |
0,5-1 kg |
1-3 kg |
3-5 kg |
5-10 kg |
10-25 kg |
25-35 kg |
35-70 kg |
70-90 kg |
90-150 kg |
| Amount of CLEANAAX® or CLEANAAX®GF gr. 3-4% of the total carrier polymer, gr. |
15-40 gr |
30-120 gr |
90-200 gr |
150-400 gr |
300-1000 gr |
750-1400 gr |
1050-2080 gr |
2100-3600 gr |
2700-6000 gr |
- The recommended approximate values depend on screw configuration and the level of contamination.
- CLEANAAX® and CLEANAAX®GF is compatible with all known commercial polymers and processing temperatures up to 400°C.